General¶
Gefasoft ReInspect is designed to avoid pseudo defects of an AOI (automatic optical inspection) by re-evaluating components through visual inspection.
A predefined view with a result graphic of the current inspection is mirrored on a monitor at the visual inspection station. The visual inspector checks the plausibility of the result or changes the evaluation via IO/NIO buttons.
An AOI is usually triggered by a higher-level PLC. This PLC expects the result within a certain evaluation time. If the visual inspection has to be performed synchronously during the AOI evaluation, there is an increased risk of errors due to timeouts.
Therefore, the visual inspection station is not directly controlled by the AOI. Instead, after the AOI has been evaluated, the higher-level PLC decides whether the inspected component must be reinspected at the visual inspection station. The PLC then triggers the visual inspection station, which in turn retrieves and displays the data from the AOI PC. The operator reports the result of the visual inspection directly back to the PLC via hardware or software pushbuttons without a handshake.
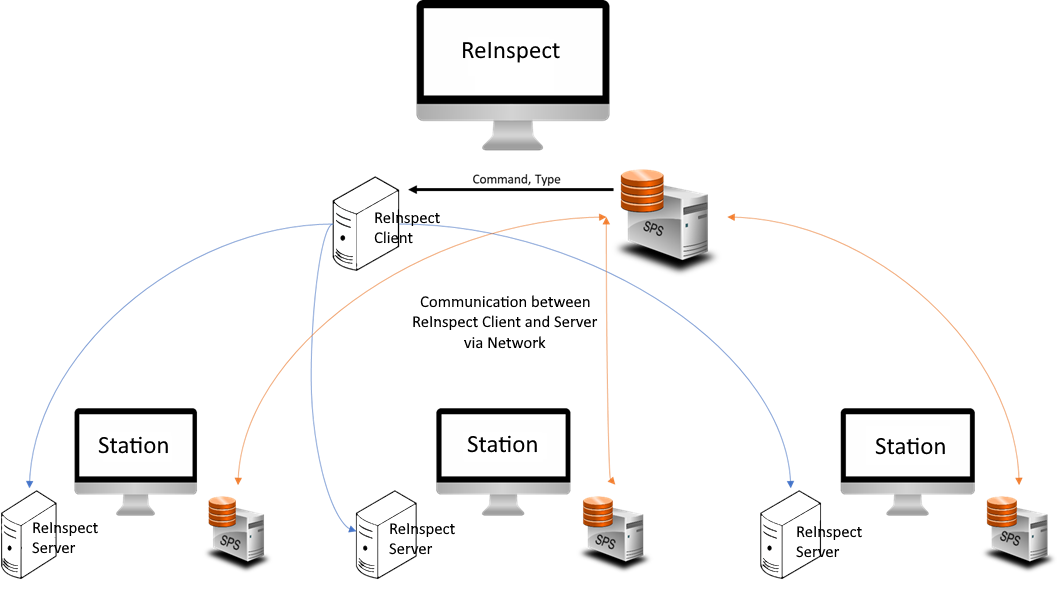
Structure of a system with ReInspect¶
A viewpoint (Reinspect Client Plugin) is connected to one or more other AOIs (ReInspect Server Plugin). The visual inspection station can load and display (one after the other) the views from several AOI stations. The loading of the individual views is done via TCP and is realized via Viper.NET Streams.

Procedure of a post-evaluation¶
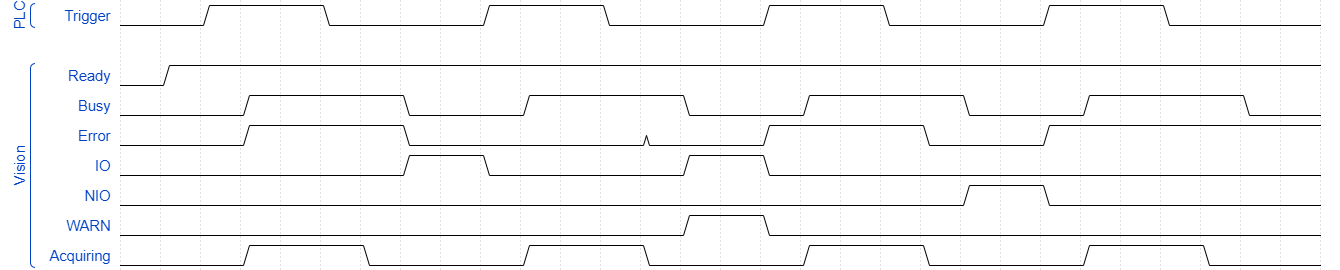
Vision Handshake between station and PLC¶
Downstream re-evaluation can be done either ad-hoc based on the current view in the AOI, or downstream based on cached views from previous evaluations. Additional settings are required for downstream re-evaluation, see also Downstream reinspection.
Attention mode¶
To prevent parts from being marked as IO by mistake or inattention, the option “Generate attention” can be enabled in the settings. If this option is enabled, a random number between 1 and 7 will be displayed during each visual inspection.

The operator must enter this displayed number before the part can be marked as IO. The attention mode therefore additionally requires the configuration of an enable bit, with which the entry of the correct random number can be reported to the PLC. Only then may the PLC accept the IO/NIO keystroke.